дкМЄЙтМгЙЄСьгђЃЌ??ТіГхПэЖШ??гы??жиИДЦЕТЪ??ШчЭЌЮфЯРаЁЫЕжаЕФ“ФкСІ”гы“еаЪН”ЃЌЖўепаЭЌОіЖЈСЫВФСЯШЅГ§ЕФОЋзМЖШгыаЇТЪЁЃБОЮФНЋЩюШыНтЮіетЖдКЫаФВЮЪ§ЕФЮяРэБОжЪЁЂЙЄвегАЯьМАЪЕеНгІгУЃЌжњФњНтЫјОЋУмжЦдьЕФаТЮЌЖШЁЃ
вЛЁЂТіГхПэЖШ
1ЁЂЖЈвхгыЮяРэЛњжЦ
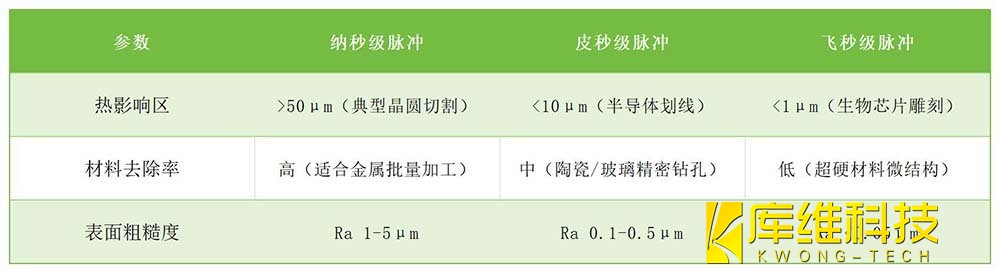
ТіГхПэЖШжИЕЅИіМЄЙтТіГхГжајЕФЪБМфЃЌЭЈГЃвдФЩУыЃЈnsЃЉЁЂЦЄУыЃЈpsЃЉЁЂЗЩУыЃЈfsЃЉЮЊЕЅЮЛЁЃЦфБОжЪЪЧФмСПдкЪБМфЮЌЖШЩЯЕФЗжВМаЮЬЌЃК
-
??ГЄТіГхЃЈ>100nsЃЉ??ЃКФмСПвдШШДЋЕМЮЊжїЃЌаЮГЩШлГигыШШгАЯьЧјЃЈHAZЃЉЃЌЪЪКЯДжМгЙЄЁЃ
-
??ГЌЖЬТіГхЃЈ<10psЃЉ??ЃКФмСПдкЕчзг-ЩљзгГкдЅЪБМфФкЪЭЗХЃЌжБНгв§ЗЂВФСЯПтТиБЌеЈЃЌЪЕЯж“РфМгЙЄ”ЃЌЮоШШЫ№ЩЫЁЃ
2ЁЂЙЄвегАЯьЭМЦз
ЖўЁЂжиИДЦЕТЪ
1ЁЂКЫаФЖЈвх
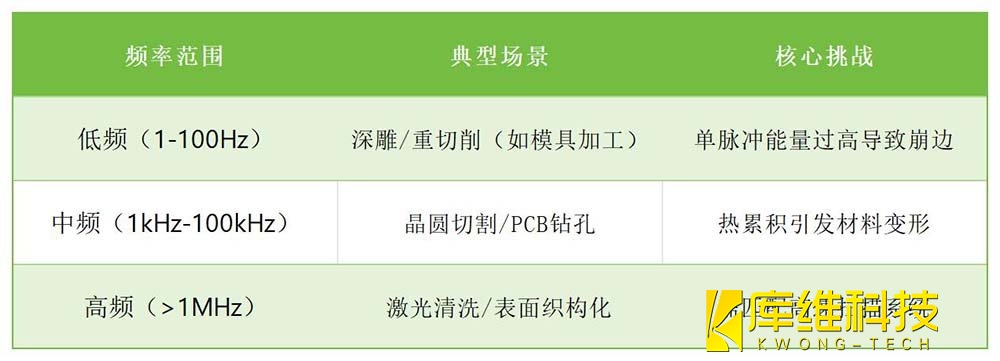
жиИДЦЕТЪвдУПУыЗЂЩфЕФТіГхЪ§СП(ЕЅЮЛЃКHz/kHz/MHz)ЖЈвхМгЙЄНкзрЃЌШчЭЌвєРжНкХФПЩПьПЩТ§ЃКИпЦЕФЃЪНЯТ(ШчMHzМЖ)ТіГхУмМЏШчПьАхЃЌФмдкЕЅЮЛЪБМфФкЭъГЩИќЖрМгЙЄЕуЃЛЕЭЦЕФЃЪНЪБ(ШчkHzМЖ)ТіГхМфИєРГЄЫЦТ§АхЃЌШУУПИіТіГхаЏДјИќЖрФмСПДЉЭИВФСЯЁЃ
2ЁЂЦЕТЪЦзЯЕгыВњвЕЖЈЮЛ
3ЁЂЙЄвегХЛЏЗНГЬ
??ВФСЯШЅГ§ТЪЃЈMRRЃЉ= ТіГхФмСП × жиИДЦЕТЪ × ЮќЪеЯЕЪ§??
-
??ИпЦЕгХЪЦ??ЃКЭЈЙ§ЫѕЖЬТіГхМфИєНЕЕЭШШЛ§РлЃЌР§ШчдкЬМЯЫЮЌИДКЯВФСЯМгЙЄжаЃЌ500kHzжиИДЦЕТЪПЩЪЙЯЫЮЌЖЯСбЗНЯђПЩПиЁЃ
-
??ЕЭЦЕВпТд??ЃКЕЅДЮИпФмТіГхДЉЭИИќЩюЃЌШчН№ИеЪЏЕЖОпЧаИюРЖБІЪЏЪБЃЌ10HzТіГхФмСПДя10JПЩДЉЭИ3mmКёЖШЁЃ
Ш§ЁЂВЮЪ§аЭЌ
1ЁЂФмСПУмЖШОиеѓ
ЙЙНЈ??ТіГхФмСП-ЦЕТЪ-ТіПэ??Ш§ЮЌФЃаЭЃЌбАевзюгХНтЃК
-
??ДрадВФСЯЃЈЬеДЩ/ВЃСЇЃЉ??ЃКЕЭФмСПЃЈ<1mJЃЉ+ ИпЦЕЃЈ>100kHzЃЉ+ ЖЬТіПэЃЈ<10psЃЉ
-
??ШЭадВФСЯЃЈюбКЯН№/ЬМИжЃЉ??ЃКжаФмСПЃЈ1-5mJЃЉ+ жаЦЕЃЈ10-100kHzЃЉ+ жаТіПэЃЈ10-100nsЃЉ
2ЁЂжЧФмЕїПиММЪѕ
??здЪЪгІТіГхЕїжЦ??ЃКИљОнВФСЯЗДЩфТЪЪЕЪБЕїећЦЕТЪЃЌШчТСВФМгЙЄЪБДг20kHzздЖЏЧаЛЛжС50kHzЁЃ
??ЖрВЈГЄаЭЌ??ЃК355nmзЯЭт+1064nmКьЭтЫЋТіГхзщКЯЃЌМцЙЫДЉЭИЩюЖШгыБпдЕжЪСПЁЃ
ЫФЁЂаавЕгІгУ
1ЁЂАыЕМЬхжЦдь
??ОЇдВЧаИю??ЃК355nmЦЄУыМЄЙтЃЈТіПэ500fsЃЌЦЕТЪ400kHzЃЉЪЕЯж10μmПэЖШЕФЮоБРБпЧаИюЁЃ
??MEMSМгЙЄ??ЃКЗЩУыМЄЙтжБаДММЪѕжЦдь500nmМЖаќБлСКНсЙЙЁЃ
2ЁЂаТФмдДЕчГи
??МЋЖњКИНг??ЃК1064nmТіГхЃЈТіПэ20nsЃЌЦЕТЪ500kHzЃЉЪЙЭТСвьжжВФСЯКИНгЧПЖШЬсЩ§40%ЁЃ
??ИЦюбПѓБЁФЄ??ЃКзЯЭтТіГхЃЈ355nm, 100kHzЃЉЪЕЯж10nmМЖОљдШЖЦФЄЁЃ
дкОЋУмжЦдьТѕЯђФЩУзЪБДњЕФНёЬьЃЌТіГхПэЖШгыжиИДЦЕТЪЕФОЋзМЕїПивбГЩЮЊМЄЙтМгЙЄЕФКЫаФОКељСІЁЃеЦЮеетЖд“ЪБПеВЮЪ§”ЕФаЭЌАТУиЃЌВЛНіФмЬсЩ§МгЙЄЦЗжЪЃЌИќФмПЊБйВювьЛЏММЪѕШќЕРЁЃ

ЫЎЕММЄЙтМгЙЄАИР§жЎ??5GаОЦЌЮЂПзМгЙЄ

МЄЙтМгЙЄВЮЪ§НтЮіЃКЙтЪјФЃЪНгыЦЋеёЗНЯђ

МЄЙтМгЙЄВЮЪ§НтЮіЃКЙІТЪгыВЈГЄ
ЫЎЕММЄЙтМгЙЄММЪѕЪЧШчКЮЦ№дДЕФЃП

ЫЎЕММЄЙтМгЙЄММЪѕЃКёюКЯФмЪјЕФДЋЪфЗжЮі
ЫЎЕММЄЙтМгЙЄММЪѕдкН№ИеЪЏМгЙЄСьгђЕФгІгУ
ЫЎЕММЄЙтМгЙЄММЪѕЃКЫЎЩфСїЕФаЮГЩгыЫЅМѕЛњРэ
ЫЎЕММЄЙтММЪѕгІгУАИР§жЎLTCCВФСЯМгЙЄ
ЫЎЕММЄЙтМгЙЄММЪѕЃКМЄЙтгыЫЎЩфСїЕФёюКЯЗжЮі