水导激光加工案例之??5G芯片微孔加工
发布日期:2025-08-22 09:44 ????浏览量:
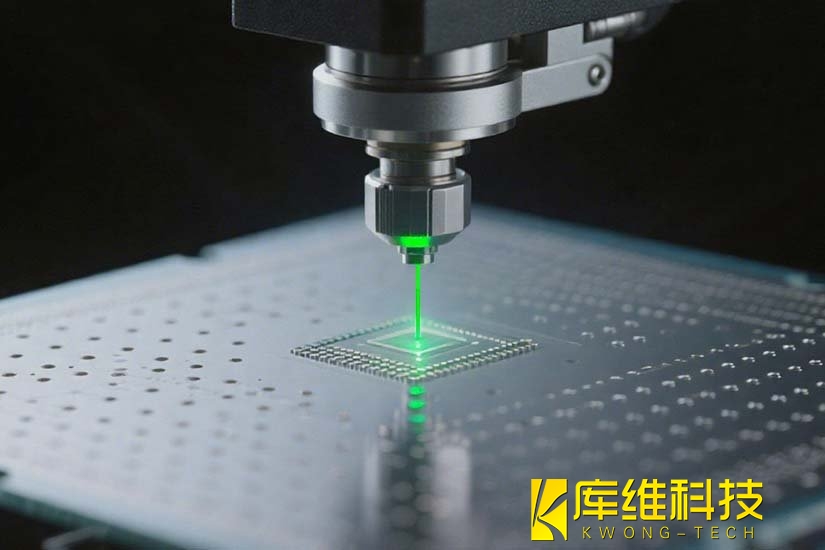
在5G通信技术高速发展的今天,??高频5G芯片的微孔加工??,被称为“半导体制造皇冠上的明珠”——既要满足每平方厘米超1000个微孔的高密度布局,又需保证孔径精度在±0.1μm以内,边缘无毛刺、无热损伤。
一、技术难点
1、精度不足
传统机械钻孔依赖金刚石刀具物理切削,在加工0.1mm以下微孔时,刀具易磨损导致孔径误差达±15μm,且材料损耗率高达46%。普通CO?激光切割虽无需接触,但热影响区(HAZ)超过100μm,会引发芯片材料晶格畸变,导致信号传输损耗增加25%。
2、热损伤严重
5G芯片采用的低介电常数(Dk<3.0)材料对温度极为敏感。传统激光加工时,局部高温会使孔壁产生重铸层(厚度3-44μm)和微裂纹,导致信号反射系数(S11)恶化至-15dB以下,无法满足28GHz频段的通信需求。
3、效率瓶颈
当微孔密度超过100个/mm²时,传统工艺需多次定位调整,加工效率骤降至0.5mm/s,且良率不足70%。
二、解决方案
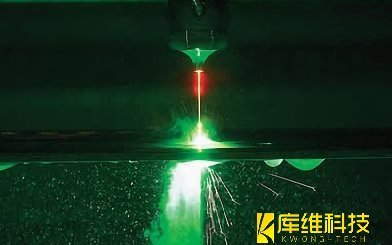
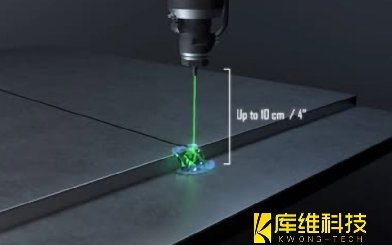
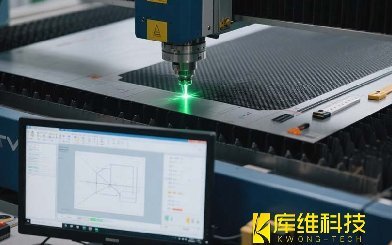
水导激光技术通过激光与高压水射流的协同作用??,实现了微孔加工的颠覆性突破:
-
??精准导光与冷却??:水射流利用全反射效应约束激光束,形成直径仅30μm的“柔性光纤”,同时通过水流冲刷带走热量,将热影响区缩小至50μm以下。
-
??无毛刺加工??:水流的冲刷力可即时清除熔融碎屑,配合激光的光斑直径<50μm,使孔壁粗糙度(Ra)降至0.8μm,边缘光滑如镜。
-
??超微孔加工能力??:在金刚石基板上,水导激光已实现孔径0.1μm、深径比20:1的微孔加工,精度达到纳米级。
三、实战案例
??案例一:5G通信滤波器陶瓷微孔加工??
??背景??:5G基站滤波器采用氮化铝陶瓷基板(厚度0.3mm),需加工30μm±0.8μm的高精度微孔,传统激光工艺良率不足80%,且存在热损伤问题。
????应用成果??:加工速度达800孔/分钟,良率从78%提升至98%;滤波器信号损耗降低15%,满足5G高频通信需求。
??案例二:5G射频板0.15mm微孔量产??
??背景??:一家头部通信厂商需在罗杰斯RO4350B基板上加工0.15mm微孔,用于5G基站射频信号传输,要求孔径公差±25μm,孔铜厚度25μm±3%。
??应用成果??:信号插入损耗降低20%,支持10Gbps高速传输;批量生产良率稳定99.2%,满足-40℃~85℃极端环境可靠性测试。
相关文章
陶瓷基板切割技术大比拼:核心数据全解析
中小型企业如何评估水导激光设备的投资回报周期?
陶瓷基板切割技术大揭秘:激光VS机械工艺的5大关键对比

水导激光设备的主要技术参数和选购建议有哪些?

水导激光技术在医疗行业的具体应用案例及效果分析
水导激光加工技术是如何起源的?

激光切割VS水导激光切割哪种技术更适合您的行业?

水导激光加工技术:耦合能束的传输分析
水导激光切割:碳纤维复合材料的终极解决方案