ОнЭГМЦЃЌШЋЧђУПФъвђКИНгШБЯнЕМжТЕФЩшБИЙЪеЯЫ№ЪЇИпДяЧЇвкУРдЊЃЌЦфжа??ЦјПзЁЂСбЮЦЁЂЮДШлКЯ??ЕШвўБЮШБЯнИќЪЧжиДѓАВШЋвўЛМЕФдЊазЁЃДЋЭГШЫЙЄМьВтДцдкаЇТЪЕЭЁЂТЉМьТЪИпЃЈГЌ30%ЃЉЕФЭДЕуЃЌЖјМЄЙтздЖЏЛЏМьВтЯЕЭГЦОНш??ЮЂУзМЖОЋЖШ??гы??ЪЕЪББеЛЗПижЦ??ФмСІЃЌе§ГЩЮЊЪЕЯж“СуШБЯн”ФПБъЕФИяУќадНтОіЗНАИЁЃ
вЛЁЂКИНгжЪСПШБЯнЕФЫФДѓКЫаФЬєеН
1ЁЂ??вўБЮадШБЯнФбвдЪЖБ№??
ЦјПзЁЂМадќЕШФкВПШБЯндкДЋЭГФПЪгМьВтжаФбвдЗЂЯжЃЌашвРРЕЦЦЛЕадМьВтЪжЖЮЃЌЕМжТГЩБОХЪЩ§ЁЃР§ШчЕчГиЖЅИЧКИНгжаЃЌ0.1mmМЖЦјПзПЩФмв§ЗЂТЉвКЗчЯеЁЃ
2ЁЂ??ЖЏЬЌКИНгЙ§ГЬВЛПЩПи??
МЄЙтКИНгЫйЖШПЩДя10m/minЃЌДЋЭГРыЯпМьВтЮоЗЈЪЕЪБРЙНиВЛСМЦЗЁЃвнЗЩМЄЙтЕФБеЛЗЯЕЭГЭЈЙ§??ЙІТЪВЈЖЏВЙГЅММЪѕ??ЃЈВЈЖЏ≤0.5%ЃЉЪЕЯжЙ§ГЬжЪСППижЦЁЃ
3ЁЂ??ИДдгЧњУцМьВтУЄЧј??
ЦћГЕЕзХЬЁЂКНЬьЙЙМўЕШЧњУцЙЄМўЃЌДЋЭГ2DЪгОѕМьВтИВИЧТЪВЛзу60%ЁЃМЄЙтШ§НЧВтСПММЪѕЭЈЙ§Ш§ЮЌжиНЈЃЌЪЙКИЗьНиУцМьВтОЋЖШДя±0.02mmЁЃ
4ЁЂ??ЖрвђЫиИЩШХгАЯьЮШЖЈад??
КИНгЛЁЙтЁЂЗЩНІЮяЛсИЩШХЙтбЇМьВтЃЌКьЭтШШЯёвЧгыРЖМЄЙтеДјТЫЙтЦЌЕФзщКЯЃЌПЩвжжЦ99%ЛЗОГЙтИЩШХЁЃ
ЖўЁЂМЄЙтздЖЏЛЏМьВтЯЕЭГЕФШ§ДѓКЫаФММЪѕ
1ЁЂ??ЖрФЃЬЌИажЊШкКЯММЪѕ??
-
??МЄЙтНсЙЙЙтЩЈУш??ЃКЭЖЩфБрТыЙтеЄЃЌЭЈЙ§БфаЮЬѕЮЦМЦЫуКИЗьШ§ЮЌаЮУВЃЌЗжБцТЪДя0.01mm³ЁЃ
-
??ЩљЗЂЩфМрВт??ЃКВЖзНШлГиЖЏЬЌбЙСІВЈЖЏЃЌЪЖБ№ЦјПзаЮГЩЪБЕФЬиеїЦЕТЪЃЈ20-2000HzЃЉЁЃ
-
??КьЭтШШГЩЯё??ЃКЪЕЪБМрПиШлГиЮТЖШЬнЖШЃЌдЄВтЮДШлКЯЗчЯеЃЈЮТЖШЦЋВюЃО50ЁцДЅЗЂдЄОЏЃЉЁЃ
2ЁЂ??AIЧ§ЖЏЕФШБЯнЗжРрЫуЗЈ??
ЛљгкЩюЖШбЇЯАЕФОэЛ§ЩёОЭјТчЃЈCNNЃЉЃЌЖдАйЭђМЖШБЯнбљБОбЕСЗКѓЃК
-
??СбЮЦЪЖБ№зМШЗТЪ??ЃК98.7%ЃЈДЋЭГЫуЗЈНі72%ЃЉ
-
??ЖрШБЯнЭЌВНМьВт??ЃКжЇГжЦјПзЁЂМадќЁЂвЇБпЕШ12РрШБЯнВЂааЗжЮіЁЃ
-
??здЪЪгІбЇЯАЛњжЦ??ЃКЭЈЙ§дкЯпдіСПбЇЯАЃЌГжајгХЛЏМьВтФЃаЭЁЃ
3ЁЂ??ЪЕЪББеЛЗПижЦЯЕЭГ??
-
??ЙІТЪЖЏЬЌВЙГЅ??ЃКУПУы1000ДЮЕФГіЙтЙІТЪМрВтЃЌНсКЯPIDЫуЗЈЪЕЯж±0.2%ФмСПЮШЖЈадЁЃ
-
??НЙЕужЧФмзЗзй??ЃКбЙЕчЬеДЩОЕЦЌЪЕЯжЮЂУзМЖНЙОрЕїећЃЌЪЪгІ0.5-5mmКёЖШАхВФЁЃ
-
??ЛњаЕБлаЭЌПижЦ??ЃКСљжсЛњаЕБлИњЫцКИЗьЙьМЃЃЌЭЌВНЭъГЩМьВт-БъМЧ-ЗжМ№ШЋСїГЬЁЃ
Ш§ЁЂЙЄвЕМЖНтОіЗНАИЕФЫФДѓКЫаФгХЪЦ
1ЁЂ??ШЋСїГЬжЪСПЙмПи??
-
??КИЧАЖЈЮЛ??ЃКЪгОѕЯЕЭГЪЕЯж0.05mmМЖзАХфОЋЖШЃЌБмУтГѕЪМЦЋВюРлЛ§ЁЃ
-
??КИжаМрПи??ЃКШШГЁЗжВМЗжЮіЬсЧА10msдЄОЏШБЯнаЮГЩЁЃ
-
??КИКѓМьВт??ЃК2D+3DИДКЯМьВтЃЌЫйЖШДя200mm/sЃЌЙ§ЩБТЪЃМ1%ЁЃ
2ЁЂ??ПчаавЕЪЪХфФмСІ??
-
??ЖЏСІЕчГи??ЃКМЋЖњКИНгМьВтЫйЖШ2Уы/МўЃЌТЉМьТЪ0.3%ЁЃ
-
??КНПеКНЬь??ЃКюбКЯН№ЛЗЗьМьВтЗжБцТЪДя5μmЃЌТњзуAS9100DБъзМЁЃ
-
??ЕчзгжЦдь??ЃК0.4mmЮЂКИЕуМьВтЃЌжЇГж0201ЗтзАдЊМўЁЃ
3ЁЂ??ОМУаЇвцЯджј??
-
??СМТЪЬсЩ§??ЃКЦфжагаЕчГиГЇЩЬгІгУКѓЃЌВЛСМЦЗРЙНиТЪДг75%ЬсЩ§жС99.8%ЁЃ
-
??ГЩБОНкдМ??ЃКМѕЩйЗЕЙЄШЫСІ60%ЃЌФъНкЪЁМьВтГЩБОГЌ800ЭђдЊЁЃ
-
??Ъ§ОнзЗЫн??ЃКMESЯЕЭГМЏГЩЪЕЯжШЋЩњУќжмЦкжЪСПЕЕАИЙмРэЁЃ
4ЁЂ??ММЪѕЧАеАад??
-
??5GБпдЕМЦЫу??ЃКМьВтЪ§ОнЪЕЪБЩЯДЋдЦЖЫЃЌжЇГжЖрЙЄГЇаЭЌЗжЮіЁЃ
-
??Ъ§зжТЯЩњ??ЃКащФтЕїЪдЫѕЖЬЯЕЭГВПЪ№жмЦк40%ЁЃ
-
??здЪЪгІЙЄвегХЛЏ??ЃКЛљгкЧПЛЏбЇЯАЕФВЮЪ§здЖЏЕїећЃЌЫѕЖЬаТВњЦЗЕМШыжмЦкЁЃ
ЫФЁЂгІгУГЁОА
1ЁЂЖЏСІЕчГиЖЅИЧКИНг
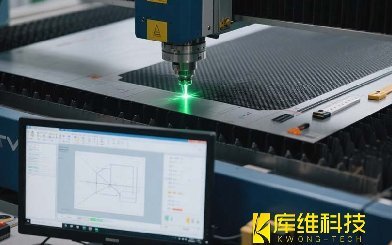
??ЬєеН??ЃКТСВФКИНгвзВњЩњЦјПзЃЌДЋЭГXЩфЯпМьВтЕЅМўКФЪБ15ЗжжгЁЃ
??ЗНАИ??ЃКВПЪ№МЄЙт-КьЭтИДКЯМьВтЯЕЭГЁЃ
??ГЩаЇ??ЃКМьВтЫйЖШЬсЩ§5БЖЃЌШБЯнТЉМьТЪДг25%НЕжС0.3%ЁЃ
2ЁЂЛ№М§ШМСЯжќЯфЛЗЗь
??ЬєеН??ЃКЩюШлКИЕШРызгЬхИЩШХЕМжТДЋЭГЪгОѕЪЇаЇЁЃ
??ЗНАИ??ЃКВЩгУЩљЗЂЩф+зЯЭтЙтЦзЫЋФЃЬЌМьВтЁЃ
??ГЩаЇ??ЃКЗЂЯжШЫЙЄТЉМьЕФ0.05mmМЖЮЂСбЮЦЃЌБЃеЯКНЬьАВШЋЁЃ
МЄЙтздЖЏЛЏМьВтЯЕЭГЭЈЙ§??ЖрЮяРэГЁИажЊ??ЁЂ??AIжЧФмОіВп??гы??Й§ГЬБеЛЗПижЦ??ЕФШ§жиЭЛЦЦЃЌе§дкжиЫмКИНгжЪСПЙмПиЗЖЪНЁЃЫцзХЁЖжаЙњжЦдь2025ЁЗИпЖЫжЦдьеНТдЕФЭЦНјЃЌИУММЪѕНЋГЩЮЊЦѓвЕЙЙНЈжЪСПБкРнЕФКЫаФОКељСІЁЃ
ЫЎЕММЄЙтЧаИюЃКЬМЯЫЮЌИДКЯВФСЯЕФжеМЋНтОіЗНАИ

здЖЏЛЏКИНгЩшБИЕФГЃМћЙЪеЯМАНтОіЗНАИ

ИжНсЙЙКёАхКИНгГЃМћЕФЮхДѓФбЬтМАНтОіЗНАИ

ДѓаЭЙоЬхКИНгГЃМћЮЪЬтМАНтОіЗНАИ

здЖЏЛЏЩњВњЯпЕФЩшМЦСїГЬЪЧдѕбљЕФЃП

PLCПижЦЦїдкЛњЦїШЫПижЦжагаФФаЉгХЪЦЃП

ЛЁКИЛњЦїШЫvsЦјБЃКИЛњЃКФФИіИќЪЪКЯФњЕФвЕЮёЃП

ЙЄвЕЛњЦїШЫЃКвЛЬѕЛњЦїЛЛШЫЕФБигЩжЎТЗ

ЬНЫї2024ФъзюМбЙЄвЕЛњЦїШЫЦЗХЦЃКСЫНтаавЕЧАби
